- Barajar
ActivarDesactivar
- Alphabetizar
ActivarDesactivar
- Frente Primero
ActivarDesactivar
- Ambos lados
ActivarDesactivar
- Leer
ActivarDesactivar
Leyendo...
Cómo estudiar sus tarjetas
Teclas de Derecha/Izquierda: Navegar entre tarjetas.tecla derechatecla izquierda
Teclas Arriba/Abajo: Colvea la carta entre frente y dorso.tecla abajotecla arriba
Tecla H: Muestra pista (3er lado).tecla h
Tecla N: Lea el texto en voz.tecla n
![]()
Boton play
![]()
Boton play
![]()
72 Cartas en este set
- Frente
- Atrás
|
cuanto suplemento liquido se puede poner en fibra de carbono y solido
|
liquido komo max 0.5
solido + likido o.5 maximo de likido i el reato solido ke no supere 1.2 |
|
en metalikos ke suplemento se echa
|
solodo 0.8
likido 0.2 |
|
en hibrido
|
los maximo estaran en el plano y. se puede superar con autorizacion
|
|
piezas cromatadas o plakeadas con que se limpian
|
con mek
|
|
que desmoldeante nunca se debe usar en tanques de combustible
|
el desmoldeante likido
|
|
como se exha el desmoldeante lokido
|
en dos capas a 90 grados
|
|
cuando se use resina como relleno necesitamos desmoldeante para el mazizado de huecos?
|
no
|
|
al taladradar
es mejor desembokar en metal o fibra y si es fibra ke tipa de fibra es mejor desembokar |
siempre en metal i si es fibra en fibra d vidrio
|
|
al taladrar
dime la perpendicularidad el angulo d avellanafo y la koacilidad i la koncentricidad |
+- o.5mm
conce +-0.02mm |
|
rpm y avance de
titanio fibra carbono |
titan rpm bajas siempre y avance maximo
gatillo de. bajas a menos a mas. y avance de medio a bajo y en aluminio es de gatillo de bajo a medio y avance maximo a medio |
|
cabeza pekeña del remache y avellanados
|
son para cortadura
|
|
los.protus son
|
para tracion
|
|
si el avellanado esta undido o levamtado y con que se mide
|
undido problemas de tension
para fiera problemas de aerodinamica y se mide con un comparador bowers y vase en v |
|
los suplementos apartir de ke medida se usan
|
a partir de o.o3 mm
|
|
de que material se usan
|
del mismo mat y tratamiento superficial
|
|
hay que dar en los suplementos sellante de interposicion
|
si a los dos lados
|
|
cuando el suplemento no sea completo los extremos como tienen ke ser
|
en forma d cuña
|
|
para usar suplemento donde tiene ke venir
|
en el plano. en documentos y si no lo tiene ke aprobar el departamento d ingenieria
|
|
partes de un jo bolt
|
casquillo vastago y cuerpo principal
|
|
tipos de tuercas
|
fijas
estancas flotantes empotrables |
|
quien lleba el taladro mayor en la tuerca
|
el ke lleba la parte receptora
|
|
un informe de control
|
certifica que una parte esta fabricada segun los documentos tecnikos requeridos
|
|
cuanto tarda en curar un suplemento likido
|
de 5 a 7 dias
|
|
se puede aumentar el tiempo de curado de la resina en los suplementos
|
si y se mide con un termopar
|
|
a temperatura se mezcla el desmoldeante y cual es su tiempo de aplicacion el likido
|
a 23 grados mas menos 5
y si se mezcla a mano aguanta una hora si se mezcla a makina 40 min |
|
cuando se calienta la resina cuanto tiemponcomo minimo deve estar antes al aire
|
90 min
|
|
cuando se calienta por paneles radiantes para el secado de suplementos likidos se hace proveta de 100x100x1.5mm como se comprueba su dureza
|
por ensayo shore d
|
|
cuando es necesario poner desmoldeante en los suplementos
|
siemore cuando sea ajuste
para mazizado de huekos con posterior remachado. no hace falta poner desmoldeante. ya ke se puede lijar |
|
cuando la resina,suplemento se aplica con espatula que forma hay que darle
|
con mariposa para menos atrapamiento de aire
|
|
cuanto mayor es el diametro del escariador ...komo son las rpm
|
cuanto mayor diametro..menos rev
1400rpm 4mm 355rpm 20mm |
|
tolerancia de perpendicularidad del escariador
|
90+-5
|
|
como se comprueva el avellanado y la altura es?
|
con comparador bowers o comparador en base v y la altura es +-10
|
|
y la tolerancia del angulo de avellanado
|
|
|
cabeza de cierre caña maziza el diametro y aleacion 7050
|
es 1.5 d pero la aleacion 7050 es 1.6
|
|
para distancia del radio del perfil
|
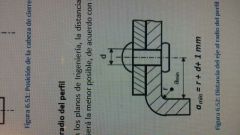
y es el.minimoo ke hay ke dejar
|
|
holguras..en cabeza de cierre
en cabeza preconformada |
en cierre no se permite ninguna
en preconformada que una galga de 0.05mm no llegue hasta la kaña del remache no 2 seguidos ni mas del 5% en total |
|
no se permiten pandeos en la chapa entre dos remaches. en x mm como ma xi mo
|
0.3mm
|
|
tolerancias avellanodo para arriba
|
+15 +20
|
|
con que diametro d broca se kita un remache
|
con el mismo diametro del agujero
|
|
la gia de avellanar ke diametro hay ke usar
|
un poko mas peke ke el del agujero
|
|
el afeitado en el remache ciego roskado kon k fresa se ace
|
de carburo la hay fresa lateral y frontal
|
|
el proteger contra la corrosion es requisito
|
del programa concreto
y de la documentacion aplicable |
|
en las tuercas fijas como es el taladro
|
suele ser igual ke el del bulon
|
|
ke remaches lleban las tuercas
|
tubulares o de caña maziza
|
|
las tuercas lleban lubricante
|
si solido seco
|
|
aue es un bulon
|
union mecanica desmontable
ace de abrazadera tb se usa como elemento d transmision |
|
tipos de tuercas
|
las autofrenables ( nylon o metalicas) para kojinetes poleas ke se sujetan a soportes o estructuras
las no( con pasadores o alambre) |
|
las arandelas de los tornillos o bulones se ponen
|
debajo d las tuercass
|
|
no uso indiscriminado de arandelas..si es necesaria para tuercas con contrataladro insuficiente viene en el plano
|
en caso excepcionales se dejan poner arandelas a un 5% din previa autorizacion para el par la longituz material devil compemsar radio de acierdo
|
|
3 tipos de montaje de con tornillos
|
a remachable
b autofrenable c calmenada |
|
las arandelas para cabeza de fabricante en tornillos remaches de tension
|
estaran especificadas en el plano
|
|
tipos de roska
|
wiwor 55
metrica 60 grados |
|
bulones de alta tension con cabeza moleteada
|
para dar grandes aprietes
los k lleban inkonel 718 se aprieta en forma de estrella llevan alta tension mas tuerca alta y roska larga |
|
y tb como es el bastago de los bulones de alta tension
|
no redondeado
|
|
par
|
fuerza aplikada x brazo de palanka
nm kgm |
|
formula para apriete radial
|

|
|
1kgm es lb in
1librapie . es nm |
1 kgm es 86.90 lb in
1libra. pie es 1.35 nm |
|
cuando se usan adaptadores en juntas de tubos la tuerca se asegura al komponente o al adaptador
|
se asegura al componente
|
|
como se frenan las piezas rotativas
|
con pasador de aletas igual al doble del diametro del eje
|
|
si las tuercas son de menos de 6 mm y hay 70 mm a 100mm entre puezas
|
hay ke poner un punto intermedio
|
|
hay que hacer un pig tail o extremo retorcido en el alambre de 10 a 15 mm cuantas vueltas hay ke dar
|
entre 4 a 6 vueltas
|
|
con ke se protegen las masas
|
con barniz azul
con sellante y barniz |
|
el aluminio es conductor ?
|
si y cumple con la jaula de faradayy permite la konexion a tierra
|
|
las uniones o empalmes ke garantizan
|
protecion de personas y ekipos y retorno de corriente
|
|
la konexion a tierra son para
|
dispersar las cargas electrostaticas
y el retorno de corriente |
|
hay dos tipos de estruxturas metalikas
|
primarias alas fuselaje marco i largerillos
secundarias canales de conducion y soportes |
|
como se conaigue la konexion
|
pinturas conductoras
correas metalicas puntos de fijacion uniones desnudas |
|
si mi tierca y estructura es de ... ke tipo de arandela tengo ke poner
-aluminio -chapa de acero inox o aleacion d titanio -tuerca de aluminio y eatructura de acero cadmiado |
anilla de
- aluminio cromatada o anodizada _acero inox pasibado _acero carbono cadmiado o aluminio 2024 |
|
cuanto mide el pig tail del frenado
|
de 4 a 6 vueltas k son 10 mm a 15mm
|
|
si los tornillos son mas pekes de 6mm y hay una distancia de mas de 100 ke se ace
|
se pone un punto intermedio
|
|
si el alambre es de grosos de 0.5 por cada 10 mm cyantas vueltas
y si es de 2 mm |
o.5 de 4 a 7 vueltas
si es de 2 de 2 a 3 weltas |
|
cono morse o cilindriko para escariar
|
cono morse manual
makina cilindrika |